Applying electric drives for downhole applications
Downhole drilling leans towards electrification.
Although the goals of the oil and gas extraction industry—technological efficiency, environmental compatibility, and cost management—have generally remained the same, the drive toward zero net-carbon emission has highlighted efficiency and sustainability efforts. As downhole drilling has the largest potential for technological innovation, meeting these goals means leaning toward electrification.
What would you say has slowed the progress toward electrification in downhole applications?
First of all, there is the need to continually expand the capabilities of the technology so it fully meets the extremely demanding environmental conditions of the industry. Second, there is concern over shifting the industry from one technology (hydraulics) to another (electric motors) with few guarantees. Conventional hydraulics solutions have depleted their cost effectiveness in meeting the ever-growing goals set by the industry. Even though technical innovations in motors, electronics, and battery technologies are delivering the tools needed for electrification in the oil and gas industry, a lack of experience and expertise in these technologies can slow progress.
What is gained through the electrification of the oil and gas industries?
Efficiencies gained through digitalization include having a real-time data stream to enhance precise positioning control, so operators are able to make strategic production decisions easier and execute them faster. Collected data concerning reservoir behavior, production processes, well integrity and safety, and equipment performance not only increases efficiencies across the board but also reduces the carbon footprint of an entire project.
Electric motors used for valve control as well as other actuations throughout a system eliminate leakage risks associated with hydraulic lines. Battery technologies have made these inroads possible, even in harsh environments. Process control can be achieved through various parameters including speed, torque, position, and other methods depending on the sensors used in the system.
What are the most important technical challenges that need to be addressed?
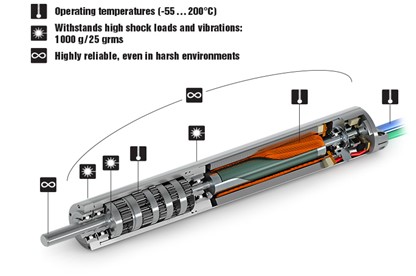
Conventional electric motors cannot operate in the harsh ambient conditions in and around downhole applications where extreme temperatures, high pressures, and potentially high shock and vibration conditions exist. This means that the motor technology must reach very high operating standards in order to maintain reliability over long life cycles to reduce costly maintenance requirements. As the industry is aiming for better productivity and efficiency, it is crucial to maximize the production of existing wells but also reach more challenging, unconventional wells, pushing the technological limits of electric motors even further. These requirements lead toward the need for custom solutions tailored to downhole specifications.
What might be blocking the electrification of downhole applications on the motor side?
The technical challenges mentioned above mean that a successful motor manufacturer must have a team of engineers with the expertise and resources to perform all the developmental steps required, plus ensure reliable production and testing processes. For example, conventional permanent magnet DC motors use neodymium magnets which start to demagnetize once temperatures of +150°C are exceeded. In addition, conventional winding insulations are not able to withstand such extreme conditions. Because temperature ratings include ambient plus the added temperature caused by the load, a specific safety margin needs to be considered. Other motor parts must be made of high-grade stainless steel, and the use of adhesives or plastics should be avoided.
How has maxon motors addressed these critical requirements?
maxon has an entire platform of robust heavy-duty motors for extreme environments. For example, the EC 22 HD brushless DC motor with GP 22 HD planetary gearhead offers users a compact (Ø22 mm), highly efficient, and powerful drive solution made from fully welded stainless steel along with encapsulated samarium-cobalt magnets and a high-temperature ironless core winding, proven to withstand temperatures up to 240°C. The gearhead is designed for high torque (12 Nm overload torque capability). An ironless core winding and high-performance rotor is the “heart” of maxon heavy-duty motors. The primarily stainless steel assembly minimizes the use of adhesives, concentrating instead on the connection of individual components through mechanical fits and secured with laser welding.
What tests and procedures would you suggest for qualifying a downhole design?
Here are a few of the production processes that must be defined and tested to ensure robust manufacturing of your motor design. Note that it is important to have the resources as well as the expertise to conduct these tests and implement all the necessary steps on the production line.
Three specific tests are recommended to assure the long life and proper operation of these motors.
-
Internal full load test where motors are tested in air or hydraulic oil at extreme temperatures and under full load during continuous operation.
-
Vibration and thermal stress tests are performed on drives placed in climate-controlled enclosures and subjected to high vibrations. In operational and high temperatures, the motors must continue functioning within their performance specifications.
-
Shock tests are performed in a laboratory where a variety of shock loads of more than 1,000 G are applied. The drives must function fully under these conditions.
Application examples
-
Measurement while drilling systems use electric actuators in their mud pulser units, which are responsible for delivering a second-by-second feed on the progress of the bore.
-
Electric motors allow for highly precise control of flow valves to achieve optimal flow rates at any time.
-
Well inspection is another segment of the industry that will benefit from using high-precision positioning linear motors to increase operational speed and precision.
To discuss your subsea requirements please contact Andrew Gibson, Sales Engineer, on 01189 733 337.
© 2023 by © maxon motor ag
Back to the news overview



{kind=link}
{kind=link}